二滩水电站压力钢管工程施工特点
更新时间:2011-10-22 10:39:50 来源: 作者: 浏览:294次 评论:0条
导读:摘 要:二滩水电站压力钢管工程由德国NOELL公司承建。压力钢管制作共234节。其制作工艺主要有以下特点:(1) 钢板切割下料采用靠模半自动气割方法;(2) 卷板采用4辊带液压托架的卷板机;(3) 整个制作、运输、组焊过程都是竖直状态;(4) 瓦块、管节、管段均用3点式平衡..
摘 要:二滩水电站压力钢管工程由德国NOELL公司承建。压力钢管制作共234节。其制作工艺主要有以下特点:(1) 钢板切割下料采用靠模半自动气割方法;(2) 卷板采用4辊带液压托架的卷板机;(3) 整个制作、运输、组焊过程都是竖直状态;(4) 瓦块、管节、管段均用3点式平衡梁立式吊运;(5) 焊接预热均用液化石油气燃烧器,直接用火焰预热焊缝;(6) 钢管全部采用手工电弧焊接。其安装采用预埋滑道倒装法,弯管段安装采用了液压推进装置。这种方法既快速、方便,又经济、安全。
关键词:压力钢管 制作 安装 施工特点 二滩水电站
1、概 况
二滩水电站设有6条平行的引水管道,采用单管单机布置方式。每条压力管道长度从302 m~368 m不等,管道内径为9.0 m。压力管道下弯段和下水平段为压力钢管,钢管靠近厂房的部位通过渐变段内径从9.0 m变为7.2 m与蜗壳相接。6条压力钢管主体结构和长度完全相同。
压力钢管为地下埋管,以混凝土、岩石与钢衬联合承载设计,设计最大水头为189.0 m。设计选用ASTM A 537 CL.1钢为压力钢管主体材料。
每条压力钢管由39节管组成,以钢管中线计算,6条钢管总长为599.964 m,共重约5 383 t,钢管壁厚28 mm~52 mm。
二滩电站地下厂房工程由以德国-霍尔兹曼为责任方的中德联营体SGEJV 中标承建。压力引水道工程属地下厂房工程合同项目的一部分,除了压力钢管外面二期混凝土回填和灌浆工作外,整个压力钢管工程分包给德国NOELL公司承建。NOELL公司受SGEJV的监理,工程师指令均由SGEJV转达。压力钢管工作于1994年9月开始,1997年2月全部完工。
2、承包商的施工组织管理
NOELL公司在二滩工地设立了现场经理部,设理场经理1人,掌握整个施工的合同、生产、技术、质量、供应、财务、人事等方面的全面管理。这个经理部的骨干人员是NOELL公司从其他国家招聘来的外国人组成,最多时约有15人,这些人员中有技术人员和熟练工人,他们分别担任着部门、施工工作面和重要施工工序的领导指挥工作。办公室工作人员和现场技术人员,在中国就地聘用具有一定英语水平的人员承担,约有12人~15人。
施工现场技术工人,如焊工、电工、钳工、铆工、起重工等,在中国就地招聘,其他一些技术性不强的工作,如焊接预热、搭临时施工脚手架、搬运等工作,临时雇佣民工或分包给民工施工队。
焊工招聘都是按照ASME锅炉压力容器规程第九卷的要求进行考试,至少3个位置考试合格的焊工才可以上岗焊接钢管主体焊缝。焊工考试由承包商组织主考,二滩工程公司的监理工程师参与。施工高峰期合格焊工达100人左右。
3、压力钢管制作安装
3.1 压力钢管制作安装规范
压力钢管的材料、制作、安装、焊接、防腐涂层的施工,主要根据合同文件(ET/IC2)第三卷技术规范的规定,其他技术要求分别采用下列规范:钢材和钢材试验,美国ASTM标准;电焊条,美国AWS标准;工艺评定、产品焊接及检验,美国ASME《锅炉及压力容器规程》第五篇、第八篇、第九篇;防腐涂层施工,美国SSPC标准。
承包商根据上述技术规范,分别编制了压力钢管制作、安装、焊接、检验、涂层施工技术规范和车间图,主要有《压力钢管焊接规范》、《压力钢管油漆施工规范》、《压力钢管钢衬尺寸和管理控制》、《压力钢管安装尺寸控制》、《焊缝检测说明》等。这些规范和图纸经工程师批准后,与设计文件、图纸一同作为压力钢管施工的重要依据。
3.2 施工工艺
根据制作程序、焊接方法、运输条件、工期要求以及与土建施工的进度协调、现场其他条件等,压力钢管制作安装施工安排在制作场(从材料卸车储存、下料切割直到单节钢管管节出厂的全部工作),地下厂房安装间(把两个单节钢管组装焊接成一段管段),地下厂房引水道下平段口和下平段安装现场(运输、安装和焊接压力钢管)循序进行。工艺流程为:安装前期工作→制作→两节组装焊接成段→弯管段安装→隧洞混凝土浇筑→水平段安装水平段分段(12 m)混凝土浇筑→压力灌浆→灌浆孔封堵焊接→内壁涂层施工及清理拆除→验收。
3.2.1 压力钢管的制作
从原材料堆放储存到钢管管节成品出厂的制作工作均在制作场进行。压力钢管制作共6×39=234节。其制作工艺和方法主要有以下特点:
(1) 钢板切割下料采用靠模半自动气割方法进行。靠模为一薄钢带,用磁性压铁沿划线放出的线压定,引导半自动切割机走向,这种下料方法既能达到精度要求,又经济实用。
(2) 卷板采用4辊带液压前后托架的卷板机进行。由于液压托架能使长钢板卷制成型,随卷制弧度托起,不用吊车配合,重力变形小,瓦块卷制成型质量好。
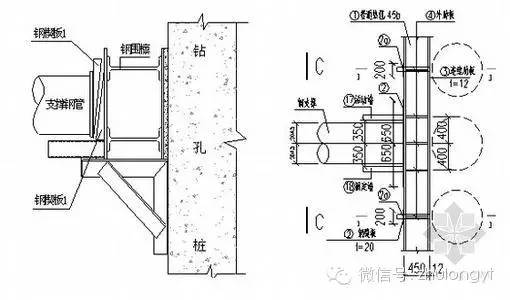
(3) 加劲环的制作和组装。压力钢管加劲环每圈由10块或9块弧度板拼焊而成,先在加劲环制作平台上用5块或4块弧度板拉组成半环,然后在钢管上组装焊接成环。加劲环与钢管组装,用“U”型附件点焊在钢管壁上,用千斤顶把加劲环压向钢管,使间隙在0~3 mm范围之内。
(4) 压力钢管从钢板卷制成半圆瓦块到安装间焊成管段的整个制作运输组焊过程,都是竖直状态,只是在钢管管段吊运到引水道洞口,准备进洞安装时,才在翻转平台上翻转90°放平。这减小了钢管在运输过程中的变形。
(5) 工地雨季1年中不到4个月,因此,钢管制作除了钢管内壁除锈、刷漆工作在铁皮房中进行外,其他工作都在露天进行。
(6) 瓦块、管节、管段均采用3点式平衡梁立式吊运。
(7) 无损探伤工作在各制作工位上进行,X射线探伤主要在晚上无人工作时进行。
(8) 焊接预热均采用液化石油气燃烧器,直接用火焰预热焊缝。
(9) 钢管全部采用手工电弧焊接。焊接接头探伤一次合格率:纵缝X射线探伤为98.56%,环缝超声波探伤为98.82%。
3.2.2 压力钢管的运输
压力钢管单节制作完毕后,需从制作场运至地下厂房内进行组装和安装,运输距离5.6 km,其中有1.4 km是在宽度只有10 m的厂房2号交通洞中,压力钢管管节采用立式装车,用低床拖车运输,最大重量25.5 t,最大宽度9.66 m,最大高度小于4.5 m。运输时,严格按拖车中心和钢管中心装车,在路窄的公路地段和厂房2号交通洞内的路面上划出路面中心线,牵引车头前装一个激光导向器,与路面中心对准导向,并在路面人员协助下以步行速度通过。正常情况下,1次运输过程需1 h。
3.2.3 隧洞内的钢管安装
压力钢管安装采用预埋滑道倒装法,即钢管管段全部从地下厂房运入下平段隧洞内,从钢管下弯管上部第一段开始沿滑道推入安装位置并固定,然后推进器返回,推入第2节管段,并在弯道下部安装焊接位置与上一节管段对接和焊接,每安装焊接完一段弯管,即用推力为3 000 kN的双缸液压推进机把已经组焊好的弯管向上顺着滑道推进一个管段的位置,并将该管段固定,推进机返回,继续安装下一弯管管段。当下弯管管段全部安装完毕,位置调整好后即开始浇筑混凝土。然后向下游安装水平段钢管。这种安装方法不仅避免了上部土建施工和下部钢管安装的干扰,使安装能以较快进度完成,而且不用专设吊装设备,方便、经济。装配、焊接均在下弯管段底部进行,增加了作业安全性。由于采用了这种先进的倒装施工法,并且几个工作面同时进行安装,每条压力钢管的主体安装大致用4个月~5个月时间完成,6条压力钢管主体安装工作的完成约用了1年时间。
4、结 语
二滩水电站压力钢管工程采用国际工程管理模式进行施工,压力钢管的制造和安装方案很具特色,使用的设备、工具装备等结构简单、经济实用、易于保证质量,工艺方法合理、简洁,尤其是弯管段安装采用液压推进装置具有很多优点。其施工组织管理和用工制度也有不少可以借鉴之处。该
免责声明:《二滩水电站压力钢管工程施工特点 》一文仅代表作者个人观点,与水利在线无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。凡注明为其他媒体来源的信息,均为转载自其他媒体,转载的目的只是为了传播更多的信息,并不代表本网赞同其观点,也不代表本网对其真实性负责。您若对该稿件内容有任何疑问或质疑,请即与水利在线联系(QQ:593295900),本网将迅速给您回应并做处理。如果您觉得本文不错,可以点击下面的打赏按钮,对本站进行打赏支持!
| 相关新闻









| 评论
| 评论 |
|
|